


|
| Cuota De Producción: | 30 kilogramos |
| Precio: | USD13~85/kg |
| Embalaje Estándar: | plataformas |
| Período De Entrega: | Depende de la cantidad que se ordenó. |
| Método De Pago: | por T/T o L/C, Western Union |
| Capacidad De Suministro: | 5000 toneladas por año |
El acero inoxidable de Hastelloy C276 Níquel-basó el bastidor profesional del metal de la aleación para el equipo marino EB3532
![]()
Monel es la designación común para un grupo de bastidores bajos del níquel y de aleaciones de níquel, integrado sobre todo por el níquel y el cobre, con pequeñas cantidades de hierro, de manganeso, de carbono, y de silicio. El níquel más fuertemente que puro, aleaciones de Monel es resistente a la corrosión por muchos agentes, incluyendo el agua de mar rápidamente que fluye. Comparado al acero, Monel es muy difícil de trabajar a máquina pues trabajo-endurece muy rápidamente. Necesita ser dado vuelta y ser trabajado a las velocidades reducidas y a los niveles bajos de entrada.
Nivel de calidad: Según estándares estándar y internacionales nacionales.
Clasifica disponible: Según sus dibujos.
Campo del uso: Válvula Seat, manga de transporte, eje de la bomba, anillo seeling, gaskt del desgaste, llevando el arbusto, dados de extrudado calientes, cuchilla de turbina de vapor, industria alimentaria, puerta de la válvula, tablero de la válvula, anillo del asiento de válvula, industria dental.
Grado material:
Polvo que suelda con autógena (PW)
Utilizado para depositar la base y el carburo del níquel que contienen las aleaciones, es también conveniente para las aleaciones del cobalto, modificado especialmente en forma del polvo. El proceso es conveniente para hacer frente a la mayoría de los aceros, al hierro del coste, a la base del níquel y a algunas aleaciones bajas de cobre.
Los polvos usados son aplicados en temperaturas más bajas que la barra, y el proceso es ideal para los usos tales como gotas estrechas o el borde aumenta hasta proporciona el pequeño desgaste - áreas resistentes, y para la emergencia del arrabio. La temperatura más baja da lugar levemente a menos escalamiento y distorsión que con usos de la barra.
Espray y fusible (SF)
----Proceso de la capa de espray de Ultrosonic
El espray y el fusible es un proceso de dos etapas, la aleación de polvo que es rociada en la posición con un rociar con llamas y después fundida con una antorcha oxiacetilénica o similar, o en un horno del vacío. El proceso utiliza el cobalto especialmente modificado y las aleaciones y el carburo bajos del níquel que contienen los grados de polvos, depositando (I milímetro hasta 3m m) las capas lisas, finas de aleaciones de cobalt alloy o de DELORO, enlazadas metalúrgicamente al substrato.
Rociadura de plasma
La rociadura de plasma es conveniente para la mayoría de las aleaciones bajas del cobalto, del níquel y del hierro, más una gama muy amplia de la cerámica, de los compuestos y de los carburos. El proceso se puede utilizar en la mayoría de los materiales, que pueden ser preparados arruinando de arena. Los depósitos son finos (0.1m m a 0.2m m), alta densidad (que se acerca al 99% con el equipo más nuevo del plasma de la alta energía), y puesto que el substrato es ligeramente heated, se pueden aplicar con un mínimo de distorsión. Sin embargo, las capas no son capas soldadas con autógena fusión, y se enlazan solamente mecánicamente al substrato.
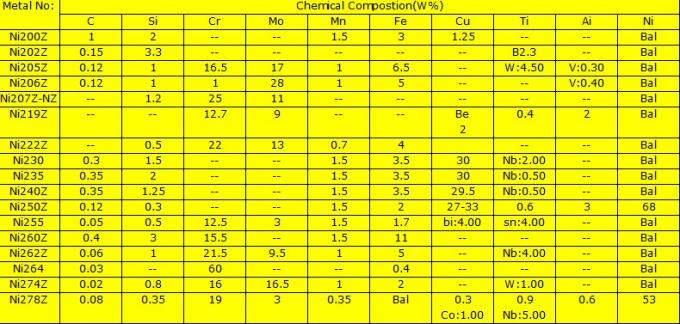
Cuadro 1: Aleaciones estándar de la base del níquel
Soldadura de la capa de la aleación de cobalt alloy
| Hastelloy C22® (UNS N06022) (máximo) | |||||||||||
| C | Manganeso | P | S | Si | Cr | Ni | MES | CO | FE | W | V |
| 0,015 | 0,5 | 0,02 | 0,02 | 0,08 | 20.0-22.5 | Bal. | 12.5-14.5 | 2,5 | 2.0-6.0 | 2.5-3.5 | 0,35 |
| Hastelloy C276® (UNS N10276) (máximo) | |||||||||||
| C | Manganeso | P | S | Si | Cr | Ni | MES | CO | FE | W | V |
| 0,01 | 1 | 0,04 | 0,03 | 0,08 | 14.5-16.5 | Bal. | 15.0-17.0 | 2,5 | 4.0-7.0 | 3.0-4.5 | 0,35 |
| Hastelloyx® (UNS N06002) (máximo) | |||||||||||
| C | Manganeso | P | S | Si | Cr | Ni | MES | CO | FE | W | otro |
| 0.05-0.15 | 1 | 0,04 | 0,03 | 1 | 20.5-23.0 | Bal. | 8.0-10.0 | 0.5-2.5 | 17.0-20.0 | 0.2-1.0 | / |
| Monel 400® (UNS NO4400) (máximo) |
|||||||||||
| C | Manganeso | S | Si | Ni | Cu | FE | |||||
| 0,3 | 2 | 0,024 | 0,5 | minuto 63 | 28-34 | 2,5 | |||||
| Monel M400® (UNS NO4400) (máximo) |
|||||||||||
| C | Manganeso | S | Si | Ni | Cu | FE | |||||
| 0,3 | 2 | 0,024 | 0,5 | 63-70 | 28-34 | 2,5 | |||||
| Monel R405® (UNS NO4405) (máximo) |
|||||||||||
| C | Manganeso | S | Si | Ni | Cu | FE | |||||
| 0,3 | 2 | 0.025-0.06 | 0,5 | 63.0min | 28-34 | 2,5 | |||||
| Monel K500® (UNS NO5500) (máximo) |
|||||||||||
| C | Manganeso | S | Si | Ni | Cu | Ti | AI | FE | |||
| 0,1 | 2 | 0,01 | 0,5 | 63min | 27-33 | 0,86 | 2.3-3.15 | 2 | |||
| Inconel 600 (UNS NO6600) (máximo) | |||||||||||
| C | Manganeso | S | Si | Cr | Ni | Cu | FE | ||||
| 0,15 | 1 | 0,015 | 0,5 | 14-17 | minuto 72 | 0,5 | 6.0-10.0 | ||||
| Inconel 601 (UNS NO6601) (máximo) | |||||||||||
| C | Manganeso | Si | Cr | Ni | CO | AI | FE | ||||
| 0,05 | 0,3 | 0,2 | 22,5 | 61.5min | 5 | 1,4 | 14,1 | ||||
| Inconel 718 (UNS NO7718) (máximo) | |||||||||||
| Cr | Ni | MES | CO | Cb+Ta | Ti | AI | FE | ||||
| 19 | 52.5min | 3,05 | 5 | 5,13 | 0,9 | 0,5 | 18,5 | ||||
| Análisis químico de los uns de Incoloy 800® (N08800) | |||||||||||
| C | Cr | Ni | Ti | AI | FE | Grano | |||||
| 0,1 máximo | 19.0-23.0 | 30.0-35.0 | 0.15-0.6 | 0.15-0.6 | 39.5min | / | |||||
| Incoloy800H® UNS (N08810) | |||||||||||
| C | Cr | Ni | Ti | AI | FE | Grano | |||||
| 0.05-0.1 | 19.0-23.0 | 30.0-35.0 | 0.15-0.60 | 0.15-0.60 | 39.5min | 5or más grueso | |||||
| Incoloy800HT® UNS (N08811) | |||||||||||
| C | Cr | Ni | Ti | AI | FE | Grano | |||||
| 0.06-0.10 | 19.0-23.0 | 30.0-35.0 | 0.25-0.60 | 0.25-0.60 | 39.5min | 5or más grueso | |||||
Paso 1: Conseguir órdenes.
Paso 2: Diseño de proceso por el departamento técnico
Paso 3: Compra de materias primas y del modelo que hacen &checking
Paso 4: Inspección de materias primas
Paso 5: Fusión por los hornos de inducción de frecuencia media
Paso 6: Análisis de cucharón por el espectrómetro
Paso 7: De-oxidación, escoria-retiro, golpeando ligeramente
Paso 8: Colada
Paso 9: Apertura y desbarbado
Paso 10: Control superficial y dimensional
Paso 11: Tratamiento térmico
Paso 12: Inspección de la propiedad física (prueba de UT, prueba de la TA, dureza, µstructure del valor del impacto)
Paso 13: El embalar
Paso 14: Envío
![]()
1. experiencia de la operación de la fundición 18-year.
2. Comunicación técnica y comercial eficiente amistosa y alta.
3. Prácticas profesionales de la exportación: Han exportado a +60 países de ultramar.
Nuestra feria profesional ![]()
Nuestra cabina no 14-A29-5 en Newcast 2015, Alemania
Pasillo 14, soporte No.A29-5.
Éntrenos en contacto con para más información sobre productos y manténgalos:
Mr.John Liu
Gestor de proyecto
Célula: 0086-130 930 23772 (cuál es App)
Teléfono: 0086-188 0059 6372
Fax: 0086-510-6879 2172
Email: cast@ebcasting.com; ebcastings@163.com
Identificación de Skype: julia.zhu26
QQ: 217 039 6403
Bastidor eterno y forja Co., LTD. de la aleación de la felicidad
Añada.: Parque de la J-Sci-tecnología, distrito de Binhu, Wuxi, 214122, Jiangsu, China
|
|
| Cuota De Producción: | 30 kilogramos |
| Precio: | USD13~85/kg |
| Embalaje Estándar: | plataformas |
| Período De Entrega: | Depende de la cantidad que se ordenó. |
| Método De Pago: | por T/T o L/C, Western Union |
| Capacidad De Suministro: | 5000 toneladas por año |
El acero inoxidable de Hastelloy C276 Níquel-basó el bastidor profesional del metal de la aleación para el equipo marino EB3532
![]()
Monel es la designación común para un grupo de bastidores bajos del níquel y de aleaciones de níquel, integrado sobre todo por el níquel y el cobre, con pequeñas cantidades de hierro, de manganeso, de carbono, y de silicio. El níquel más fuertemente que puro, aleaciones de Monel es resistente a la corrosión por muchos agentes, incluyendo el agua de mar rápidamente que fluye. Comparado al acero, Monel es muy difícil de trabajar a máquina pues trabajo-endurece muy rápidamente. Necesita ser dado vuelta y ser trabajado a las velocidades reducidas y a los niveles bajos de entrada.
Nivel de calidad: Según estándares estándar y internacionales nacionales.
Clasifica disponible: Según sus dibujos.
Campo del uso: Válvula Seat, manga de transporte, eje de la bomba, anillo seeling, gaskt del desgaste, llevando el arbusto, dados de extrudado calientes, cuchilla de turbina de vapor, industria alimentaria, puerta de la válvula, tablero de la válvula, anillo del asiento de válvula, industria dental.
Grado material:
Polvo que suelda con autógena (PW)
Utilizado para depositar la base y el carburo del níquel que contienen las aleaciones, es también conveniente para las aleaciones del cobalto, modificado especialmente en forma del polvo. El proceso es conveniente para hacer frente a la mayoría de los aceros, al hierro del coste, a la base del níquel y a algunas aleaciones bajas de cobre.
Los polvos usados son aplicados en temperaturas más bajas que la barra, y el proceso es ideal para los usos tales como gotas estrechas o el borde aumenta hasta proporciona el pequeño desgaste - áreas resistentes, y para la emergencia del arrabio. La temperatura más baja da lugar levemente a menos escalamiento y distorsión que con usos de la barra.
Espray y fusible (SF)
----Proceso de la capa de espray de Ultrosonic
El espray y el fusible es un proceso de dos etapas, la aleación de polvo que es rociada en la posición con un rociar con llamas y después fundida con una antorcha oxiacetilénica o similar, o en un horno del vacío. El proceso utiliza el cobalto especialmente modificado y las aleaciones y el carburo bajos del níquel que contienen los grados de polvos, depositando (I milímetro hasta 3m m) las capas lisas, finas de aleaciones de cobalt alloy o de DELORO, enlazadas metalúrgicamente al substrato.
Rociadura de plasma
La rociadura de plasma es conveniente para la mayoría de las aleaciones bajas del cobalto, del níquel y del hierro, más una gama muy amplia de la cerámica, de los compuestos y de los carburos. El proceso se puede utilizar en la mayoría de los materiales, que pueden ser preparados arruinando de arena. Los depósitos son finos (0.1m m a 0.2m m), alta densidad (que se acerca al 99% con el equipo más nuevo del plasma de la alta energía), y puesto que el substrato es ligeramente heated, se pueden aplicar con un mínimo de distorsión. Sin embargo, las capas no son capas soldadas con autógena fusión, y se enlazan solamente mecánicamente al substrato.
Cuadro 1: Aleaciones estándar de la base del níquel
Soldadura de la capa de la aleación de cobalt alloy
| Hastelloy C22® (UNS N06022) (máximo) | |||||||||||
| C | Manganeso | P | S | Si | Cr | Ni | MES | CO | FE | W | V |
| 0,015 | 0,5 | 0,02 | 0,02 | 0,08 | 20.0-22.5 | Bal. | 12.5-14.5 | 2,5 | 2.0-6.0 | 2.5-3.5 | 0,35 |
| Hastelloy C276® (UNS N10276) (máximo) | |||||||||||
| C | Manganeso | P | S | Si | Cr | Ni | MES | CO | FE | W | V |
| 0,01 | 1 | 0,04 | 0,03 | 0,08 | 14.5-16.5 | Bal. | 15.0-17.0 | 2,5 | 4.0-7.0 | 3.0-4.5 | 0,35 |
| Hastelloyx® (UNS N06002) (máximo) | |||||||||||
| C | Manganeso | P | S | Si | Cr | Ni | MES | CO | FE | W | otro |
| 0.05-0.15 | 1 | 0,04 | 0,03 | 1 | 20.5-23.0 | Bal. | 8.0-10.0 | 0.5-2.5 | 17.0-20.0 | 0.2-1.0 | / |
| Monel 400® (UNS NO4400) (máximo) |
|||||||||||
| C | Manganeso | S | Si | Ni | Cu | FE | |||||
| 0,3 | 2 | 0,024 | 0,5 | minuto 63 | 28-34 | 2,5 | |||||
| Monel M400® (UNS NO4400) (máximo) |
|||||||||||
| C | Manganeso | S | Si | Ni | Cu | FE | |||||
| 0,3 | 2 | 0,024 | 0,5 | 63-70 | 28-34 | 2,5 | |||||
| Monel R405® (UNS NO4405) (máximo) |
|||||||||||
| C | Manganeso | S | Si | Ni | Cu | FE | |||||
| 0,3 | 2 | 0.025-0.06 | 0,5 | 63.0min | 28-34 | 2,5 | |||||
| Monel K500® (UNS NO5500) (máximo) |
|||||||||||
| C | Manganeso | S | Si | Ni | Cu | Ti | AI | FE | |||
| 0,1 | 2 | 0,01 | 0,5 | 63min | 27-33 | 0,86 | 2.3-3.15 | 2 | |||
| Inconel 600 (UNS NO6600) (máximo) | |||||||||||
| C | Manganeso | S | Si | Cr | Ni | Cu | FE | ||||
| 0,15 | 1 | 0,015 | 0,5 | 14-17 | minuto 72 | 0,5 | 6.0-10.0 | ||||
| Inconel 601 (UNS NO6601) (máximo) | |||||||||||
| C | Manganeso | Si | Cr | Ni | CO | AI | FE | ||||
| 0,05 | 0,3 | 0,2 | 22,5 | 61.5min | 5 | 1,4 | 14,1 | ||||
| Inconel 718 (UNS NO7718) (máximo) | |||||||||||
| Cr | Ni | MES | CO | Cb+Ta | Ti | AI | FE | ||||
| 19 | 52.5min | 3,05 | 5 | 5,13 | 0,9 | 0,5 | 18,5 | ||||
| Análisis químico de los uns de Incoloy 800® (N08800) | |||||||||||
| C | Cr | Ni | Ti | AI | FE | Grano | |||||
| 0,1 máximo | 19.0-23.0 | 30.0-35.0 | 0.15-0.6 | 0.15-0.6 | 39.5min | / | |||||
| Incoloy800H® UNS (N08810) | |||||||||||
| C | Cr | Ni | Ti | AI | FE | Grano | |||||
| 0.05-0.1 | 19.0-23.0 | 30.0-35.0 | 0.15-0.60 | 0.15-0.60 | 39.5min | 5or más grueso | |||||
| Incoloy800HT® UNS (N08811) | |||||||||||
| C | Cr | Ni | Ti | AI | FE | Grano | |||||
| 0.06-0.10 | 19.0-23.0 | 30.0-35.0 | 0.25-0.60 | 0.25-0.60 | 39.5min | 5or más grueso | |||||
Paso 1: Conseguir órdenes.
Paso 2: Diseño de proceso por el departamento técnico
Paso 3: Compra de materias primas y del modelo que hacen &checking
Paso 4: Inspección de materias primas
Paso 5: Fusión por los hornos de inducción de frecuencia media
Paso 6: Análisis de cucharón por el espectrómetro
Paso 7: De-oxidación, escoria-retiro, golpeando ligeramente
Paso 8: Colada
Paso 9: Apertura y desbarbado
Paso 10: Control superficial y dimensional
Paso 11: Tratamiento térmico
Paso 12: Inspección de la propiedad física (prueba de UT, prueba de la TA, dureza, µstructure del valor del impacto)
Paso 13: El embalar
Paso 14: Envío
![]()
1. experiencia de la operación de la fundición 18-year.
2. Comunicación técnica y comercial eficiente amistosa y alta.
3. Prácticas profesionales de la exportación: Han exportado a +60 países de ultramar.
Nuestra feria profesional ![]()
Nuestra cabina no 14-A29-5 en Newcast 2015, Alemania
Pasillo 14, soporte No.A29-5.
Éntrenos en contacto con para más información sobre productos y manténgalos:
Mr.John Liu
Gestor de proyecto
Célula: 0086-130 930 23772 (cuál es App)
Teléfono: 0086-188 0059 6372
Fax: 0086-510-6879 2172
Email: cast@ebcasting.com; ebcastings@163.com
Identificación de Skype: julia.zhu26
QQ: 217 039 6403
Bastidor eterno y forja Co., LTD. de la aleación de la felicidad
Añada.: Parque de la J-Sci-tecnología, distrito de Binhu, Wuxi, 214122, Jiangsu, China

